
 2026-05-08
2026-05-08 Pembuatan poros penggerak adalah proses perancangan, pembentukan, pemesinan, perakitan, dan pengujian komponen mekanis berputar yang meneruskan torsi dan daya putaran dari mesin atau motor ke roda, gandar, atau komponen penggerak lainnya. Poros penggerak — juga disebut poros baling-baling, poros penyangga, atau poros penggerak tergantung pada aplikasinya — harus secara bersamaan menangani beban puntir yang tinggi, menahan pembengkokan akibat gaya dinamis, beroperasi pada toleransi keseimbangan yang tepat, dan bertahan selama bertahun-tahun dalam pembebanan kelelahan siklik tanpa kegagalan. Oleh karena itu, melakukan proses manufaktur dengan benar bukan hanya soal memotong logam menjadi bentuk; hal ini memerlukan rangkaian pemilihan material, operasi pembentukan, pemesinan presisi, perlakuan panas, penyelesaian permukaan, perakitan, dan pemeriksaan kualitas yang ketat yang dikontrol secara ketat.
Poros penggerak digunakan dalam berbagai macam aplikasi — mobil penumpang, truk komersial, mesin pertanian, kotak roda gigi industri, sistem propulsi kelautan, sistem aktuasi ruang angkasa, dan turbin angin semuanya bergantung pada poros penggerak yang diproduksi dengan berbagai ukuran, bahan, dan persyaratan kinerja. Meskipun proses spesifiknya berbeda-beda berdasarkan aplikasinya, tantangan mendasar manufaktur tetap konsisten: mencapai akurasi dimensi yang diperlukan, kekuatan mekanik, kekakuan torsional, dan keseimbangan rotasi dalam target biaya dan laju produksi.
Artikel ini membahas proses produksi poros penggerak secara lengkap — mulai dari pemilihan bahan mentah hingga pemeriksaan akhir — yang mencakup pembuatan poros penggerak otomotif dan produksi poros industri, dengan detail praktis mengenai peralatan, proses, toleransi, dan kontrol kualitas yang terlibat di setiap tahap.
Bahan yang dipilih untuk poros penggerak menentukan kekuatan, berat, umur kelelahan, kemampuan mesin, dan biaya. Produsen poros penggerak memilih dari beberapa kategori material tergantung pada kebutuhan torsi, kecepatan pengoperasian, target bobot, dan volume produksi aplikasi.
Baja karbon dan baja paduan tetap menjadi material dominan untuk pembuatan poros penggerak pada aplikasi otomotif, truk, dan industri. Baja karbon sedang seperti SAE 1045 banyak digunakan untuk poros padat dalam aplikasi torsi rendah karena kombinasi kekuatan, ketangguhan, dan kemampuan mesin yang baik dengan biaya yang relatif rendah. Untuk aplikasi torsi tinggi atau kritis kelelahan, baja paduan seperti SAE 4140 (baja kromium-molibdenum) dan SAE 4340 (baja nikel-kromium-molibdenum) ditentukan. Nilai ini mengembangkan hasil dan kekuatan tarik yang jauh lebih tinggi setelah perlakuan panas — 4140 biasanya mencapai kekuatan luluh 650–1.000 MPa tergantung pada perlakuan panas, sementara 4340 dapat mencapai 1.400 MPa atau lebih tinggi dalam aplikasi luar angkasa dan balap yang menuntut. Baja case-hardening seperti SAE 8620 digunakan ketika diperlukan permukaan yang keras dan tahan aus yang dikombinasikan dengan inti yang kuat, seperti pada poros penggerak spline yang harus tahan terhadap fretting dan keausan pada antarmuka spline.
Kebanyakan poros penggerak otomotif dan truk menggunakan tabung baja berongga daripada batangan padat. Tabung berongga memberikan kekakuan dan kekuatan puntir yang hampir sama dengan poros padat dengan diameter luar yang sama tetapi dengan berat yang lebih kecil, karena tegangan puntir tertinggi terjadi pada permukaan luar dan material pusat memberikan kontribusi yang kecil terhadap ketahanan puntir. Tabung baja tarik dingin mulus (biasanya 1026 atau 1020 DOM — ditarik di atas mandrel) adalah standar untuk pembuatan tabung poros penggerak otomotif. Ketebalan dinding tabung, diameter luar, dan tingkat baja dipilih melalui perhitungan tegangan puntir dan tekuk untuk memenuhi persyaratan torsi dan kecepatan kritis kendaraan.
Poros penggerak aluminium — terutama dibuat dari tabung paduan 6061-T6 atau 7075-T6 — menawarkan pengurangan berat sebesar 60–65% dibandingkan dengan poros baja setara. Penghematan bobot ini meningkatkan penghematan bahan bakar kendaraan, mengurangi inersia putaran (meningkatkan respons akselerasi), dan menurunkan NVH (kebisingan, getaran, kekerasan) dengan meningkatkan kecepatan kritis poros. Pembuatan poros penggerak aluminium umum terjadi pada kendaraan berperforma tinggi, truk ringan, dan aplikasi balap. Tantangan utama manufaktur dengan aluminium adalah mencapai pemasangan kuk atau pemasangan ujung yang andal — kekuatan aluminium yang lebih rendah memerlukan desain sambungan yang cermat, sering kali menggunakan pengelasan gesekan atau metode pemasangan tekan-pas-dan-baut daripada pengelasan busur konvensional.
Poros penggerak polimer yang diperkuat serat karbon (CFRP) menawarkan kekakuan spesifik tertinggi dan bobot terendah dibandingkan material poros penggerak apa pun, menjadikannya pilihan utama dalam aplikasi otomotif, motorsport, dan ruang angkasa berperforma tinggi yang mengutamakan bobot dan dinamika rotasi. Pembuatan poros penggerak CFRP menggunakan penggulungan filamen — sebuah proses di mana penarik serat karbon yang diresapi dengan resin epoksi dililitkan pada mandrel pada sudut yang tepat untuk menghasilkan kekakuan torsi dan tekukan yang diperlukan — diikuti dengan pengawetan dalam autoklaf atau oven. Perlengkapan ujung logam diikat dan diikat secara mekanis ke tabung komposit. Poros serat karbon dapat mencapai kecepatan kritis 2–3 kali lebih tinggi dibandingkan poros baja setara, sehingga memungkinkan poros penggerak satu bagian menggantikan rakitan baja dua bagian dalam aplikasi yang lebih lama.
Proses pembuatan poros penggerak yang lengkap melibatkan beberapa operasi berurutan. Setiap langkah merupakan kelanjutan dari langkah sebelumnya, dan pengendalian kualitas pada tahap peralihan sangat penting untuk menghindari kesalahan yang mempengaruhi kinerja produk akhir.
Bahan mentah tiba di pabrik poros penggerak sebagai batangan batangan yang dipotong memanjang, tabung mulus, atau tabung melingkar tergantung pada metode produksi. Pemotongan gergaji dingin atau roda pemotong abrasif memotong material hingga panjang kasar dengan sedikit kelonggaran pemesinan. Ujung potongan dibuat halus untuk menghilangkan tepi tajam yang dapat merusak perkakas hilir atau menciptakan konsentrasi tegangan. Untuk poros tabung berongga, kelurusan tabung diverifikasi pada tahap ini - tabung dengan busur yang berlebihan ditolak atau diluruskan sebelum diproses lebih lanjut, karena kelurusan tabung secara langsung mempengaruhi runout dan keseimbangan poros akhir.
Kelengkapan ujung poros penggerak — kuk, flensa, dan poros rintisan — biasanya diproduksi secara terpisah dengan penempaan panas atau penempaan dingin sebelum dipasang ke tabung. Penempaan panas memanaskan billet baja hingga 1.100–1.250°C dan membentuknya di bawah tekanan tinggi dalam satu set cetakan. Penempaan panas menghasilkan komponen dengan aliran butiran yang sangat baik dan selaras dengan geometri komponen, sehingga menghasilkan kekuatan lelah yang lebih tinggi dibandingkan alternatif mesin dari batangan. Blanko yang ditempa kemudian dipangkas, ditembakkan untuk menghilangkan kerak, dan diteruskan ke operasi pemesinan. Untuk produksi otomotif bervolume tinggi, penempaan dingin pada alat kelengkapan ujung yang lebih kecil juga umum dilakukan — penempaan dingin menghasilkan toleransi dimensi yang lebih ketat dan penyelesaian permukaan yang lebih baik langsung dari bengkel, sehingga mengurangi kebutuhan pemesinan selanjutnya.
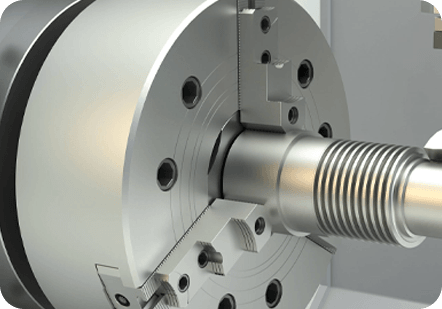
Operasi pembubutan yang presisi menentukan diameter kritis, permukaan jurnal bantalan, dan fitur bahu poros penggerak. Pusat pembubutan CNC mengolah poros di antara pusat-pusat (menggunakan lubang tengah yang digerinda di kedua ujungnya) untuk menjaga konsentrisitas di semua diameter yang diputar. Toleransi jurnal bantalan biasanya sesuai dengan h6 atau k6 — memerlukan akurasi diametris dalam 10–20 mikrometer — dicapai melalui pembubutan akhir diikuti dengan penggilingan silinder. Bagian spline diproduksi dengan hobbing, broaching, atau penggilingan CNC tergantung pada geometri dan volume spline. Spline eksternal pada poros penggerak otomotif umumnya digulung dingin, bukan dipotong — cold rolling menggantikan logam ke arah luar untuk membentuk gigi spline, sehingga menghasilkan permukaan yang diperkeras dengan tegangan sisa tekan yang secara signifikan meningkatkan umur kelelahan dibandingkan dengan spline yang dikerjakan dengan mesin.
Untuk poros penggerak baja, tabung dan kuk ujung atau flensa disambung dengan pengelasan — paling umum pengelasan gesekan (rotari atau linier) atau pengelasan MIG/MAG. Pengelasan gesekan adalah metode yang disukai dalam produksi poros penggerak otomotif bervolume tinggi karena metode ini menghasilkan las yang terkonsolidasi penuh dan berkualitas tinggi secara konsisten tanpa masalah logam pengisi, porositas, atau zona yang terpengaruh panas (HAZ) yang terkait dengan pengelasan fusi. Dalam proses pengelasan gesekan, satu komponen berputar dengan kecepatan tinggi sementara komponen lainnya ditahan secara diam-diam dan ditekan secara aksial; panas gesekan membuat material antarmuka menjadi plastis, dan ketika rotasi berhenti, gaya tempa aksial mengkonsolidasikan sambungan. Sambungan poros penggerak yang dilas gesekan mencapai 90–100% kekuatan logam induk dan dapat diproduksi pada waktu siklus 15–30 detik per sambungan. Untuk poros kendaraan industri dan komersial bervolume rendah, pengelasan MIG dengan inspeksi pemanasan awal dan pasca pengelasan yang sesuai adalah metode penyambungan standar.
Perlakuan panas setelah pemesinan dan pengelasan mengembangkan sifat mekanik yang diperlukan pada material poros. Pengerasan menyeluruh (quench dan temper) pada poros baja paduan membawa material ke kekerasan dan kekuatan tarik yang ditentukan — biasanya 28–35 HRC untuk poros industri umum dan 38–48 HRC untuk aplikasi kinerja tinggi. Pengerasan induksi banyak digunakan untuk mengeraskan jurnal bantalan, spline, dan permukaan keausan lainnya secara selektif pada poros tanpa mengeraskan seluruh komponen. Proses induksi memanaskan zona lokal dengan sangat cepat menggunakan induksi elektromagnetik, diikuti dengan pendinginan quench langsung, menghasilkan lapisan permukaan martensit yang keras (biasanya sedalam 1–3 mm) dengan inti keras yang tidak dikeraskan. Permukaan yang diperkeras dengan induksi biasanya mencapai 55–62 HRC dan memiliki tegangan sisa tekan yang bermanfaat sehingga meningkatkan ketahanan lelah. Setelah pengerasan, temper suhu rendah pada 150–200°C mengurangi tegangan pendinginan tanpa mengurangi kekerasan secara signifikan.
Perlakuan panas dan pengelasan selalu menimbulkan distorsi pada poros. Pelurusan dilakukan pada mesin pelurus tekan atau sistem pelurus yang dikontrol CNC yang mengukur runout poros pada beberapa titik dan menerapkan gaya tekuk yang terkontrol agar poros berada dalam toleransi kelurusan yang ditentukan — biasanya total indikator runout (TIR) 0,2–0,5 mm pada seluruh panjang poros untuk aplikasi otomotif, dan seketat TIR 0,05 mm untuk poros industri presisi. Pelurusan harus dilakukan dengan hati-hati untuk menghindari tegangan berlebih pada poros atau menimbulkan tegangan sisa yang menyebabkan pembengkokan ulang pada servis.
Penggilingan silinder pada jurnal bantalan dan permukaan penyegelan membawa dimensi ke toleransi akhir dan mencapai permukaan akhir yang diperlukan. Jurnal bantalan pada poros industri presisi biasanya digiling hingga Ra 0,4–0,8 µm dan dibuat bulat dalam jarak 5 mikrometer. Penggerindaan tanpa pusat digunakan untuk pin yang diperkeras dan diameter poros yang lebih kecil sehingga penggilingan antar pusat tidak praktis. Beberapa aplikasi memerlukan penyelesaian akhir (mengasah atau memukul jurnal bantalan hingga Ra di bawah 0,1 µm) untuk meminimalkan gesekan dan keausan bantalan. Surface shot peening diterapkan pada area yang kritis terhadap fatik — terutama pada jari-jari fillet, runout spline, dan ujung las — untuk menghasilkan tegangan sisa tekan yang bermanfaat sehingga memperpanjang umur kelelahan sebesar 20–50% dibandingkan dengan permukaan yang tidak dipeening.

Penyeimbangan dinamis adalah salah satu operasi terpenting dalam pembuatan poros penggerak dan salah satu operasi yang paling sering disalahpahami. Setiap poros yang berputar memiliki massa yang terdistribusi di sekitar sumbu rotasinya, dan jika distribusi massa tersebut tidak simetris sempurna, poros tersebut akan menghasilkan gaya sentrifugal saat berputar yang menghasilkan getaran, kebisingan, beban bantalan, dan pada akhirnya kerusakan akibat kelelahan pada drivetrain. Semakin tinggi kecepatan pengoperasian, keseimbangan menjadi semakin kritis — bahkan massa yang tidak seimbang akan menghasilkan gaya sentrifugal yang besar pada RPM tinggi.
Poros penggerak diseimbangkan pada mesin penyeimbang dinamis yang memutar poros dan mengukur gaya getaran yang dihasilkan dalam dua bidang koreksi secara bersamaan. Mesin menghitung besarnya dan posisi sudut ketidakseimbangan di setiap bidang dan menampilkan koreksi yang diperlukan. Koreksi dilakukan dengan menambahkan bobot keseimbangan (biasanya klem kecil atau slug las), mengebor atau menggiling material dari titik berat, atau menambahkan tanah liat koreksi untuk uji coba pengaturan awal. Poros penggerak otomotif biasanya diseimbangkan dengan ISO 1940 Grade G6.3 atau lebih baik, yang berarti ketidakseimbangan spesifik sisa kurang dari 6,3 gram-milimeter per kilogram massa poros per bidang koreksi. Poros berkecepatan tinggi atau presisi diseimbangkan dengan G2.5 atau G1.0. Setelah penyeimbangan, poros diputar kembali untuk memverifikasi bahwa sisa ketidakseimbangan berada dalam spesifikasi sebelum lolos ke pemeriksaan akhir.
Produsen poros penggerak menerapkan strategi pemeriksaan kualitas berlapis yang menggabungkan pemeriksaan dalam proses pada setiap tahap produksi dengan pemeriksaan akhir pada perakitan yang telah selesai. Tabel di bawah ini merangkum metode pemeriksaan utama yang digunakan dalam pembuatan poros penggerak dan apa yang diverifikasi oleh masing-masing metode:
| Metode Inspeksi | Apa yang Diperiksanya | Tahap Diterapkan |
| Inspeksi Dimensi CMM | Semua diameter kritis, panjang, fitur GD&T | Pasca pemesinan, final |
| Pengukuran Runout (TIR) | Kelurusan dan konsentrisitas poros | Pasca pelurusan, final |
| Pengujian Kekerasan (Rockwell) | Kekerasan permukaan dan inti setelah perlakuan panas | Perawatan pasca panas |
| Inspeksi Partikel Magnetik (MPI) | Retakan permukaan dan dekat permukaan, cacat las | Pasca pengelasan, pasca penggilingan, final |
| Pengujian Ultrasonik (UT) | Cacat internal, integritas las, cacat material | Aplikasi penting pasca-pengelasan |
| Tes Keseimbangan Dinamis | Ketidakseimbangan sisa di dua bidang koreksi | Pasca perakitan, final |
| Pengujian Kelelahan Torsi | Umur poros pada pembebanan torsi siklik | Pengembangan, audit produksi berkala |
| Pengukuran Kekasaran Permukaan | Ra dan Rz jurnal bantalan dan permukaan segel | Pasca penggilingan, final |
| Inspeksi Profil Spline | Profil gigi spline, lead, pitch, dan kelas fit | Operasi pasca-spline, final |
Meskipun proses manufaktur inti serupa di seluruh aplikasi, detail produksi poros penggerak sangat bervariasi tergantung pada industri dan persyaratan kinerja spesifik yang terlibat.
Pembuatan poros penggerak mobil penumpang dan truk ringan dicirikan oleh volume tinggi, pengendalian biaya yang ketat, dan standar kualitas OEM yang ketat. Jalur produksi untuk poros penyangga otomotif biasanya menggunakan pengelasan gesekan otomatis dari kuk tempa ke tabung baja DOM, mesin penyeimbang CNC yang terintegrasi ke dalam jalur, dan pengujian akhir 100% termasuk verifikasi dimensi, pemeriksaan integritas las, dan konfirmasi keseimbangan dinamis. Rakitan sambungan kecepatan konstan (CV) untuk poros gandar penggerak roda depan melibatkan penggilingan track bola yang presisi, perlakuan panas terkontrol pada balapan dalam dan luar, dan perakitan ruang bersih untuk mencegah kontaminasi pada sambungan yang berisi gemuk. Produsen poros penggerak otomotif harus mematuhi standar manajemen mutu IATF 16949 dan menyerahkan PPAP (Proses Persetujuan Bagian Produksi) kepada pelanggan OEM sebelum peluncuran produksi.
Produksi poros penggerak industri untuk kotak roda gigi, pompa, kompresor, dan mesin berat biasanya melibatkan volume yang lebih rendah, ukuran poros yang lebih besar, dan ketebalan bagian yang lebih berat daripada pekerjaan otomotif. Poros sering kali dikerjakan dari batangan batangan padat, bukan dari tabung, dan operasi pemesinannya melibatkan pemotongan kasar yang berat diikuti dengan pembubutan setengah jadi dan akhir, penggilingan, dan pemotongan atau penggilingan alur pasak. Poros industri yang lebih besar dinormalisasi atau dianil sebelum pemesinan untuk menghilangkan tekanan penempaan atau penggulungan, kemudian didinginkan dan ditempa hingga mencapai sifat akhir. Cakupan pengujian non-destruktif biasanya lebih luas pada poros industri — inspeksi ultrasonik 100% pada bahan mentah dan inspeksi partikel magnetik pada permukaan akhir merupakan hal yang umum untuk aplikasi kritis seperti poros keluaran girboks pada turbin angin atau sistem propulsi kelautan.
Pembuatan poros penggerak dirgantara — untuk rotor ekor helikopter, penggerak aksesori pesawat terbang, dan sistem aktuasi — menuntut presisi tertinggi, ketertelusuran material, dan dokumentasi proses dari setiap aplikasi poros penggerak. Bahan biasanya berupa baja kelas kedirgantaraan 4340M (VAR - busur vakum yang dilebur kembali), paduan titanium (Ti-6Al-4V), atau CFRP. Setiap lot material dapat ditelusuri ke sertifikasi lelehan dan catatan pengujian mekanisnya. Semua operasi pemesinan, perlakuan panas, dan perawatan permukaan dilakukan dengan proses yang terkendali dan memenuhi syarat dengan catatan lengkap disimpan selama masa pakai pesawat. Inspeksi NDT mencakup inspeksi penetran fluoresen (FPI) pada semua permukaan, inspeksi ultrasonik pada tempa, dan verifikasi dimensi pada CMM dengan kalibrasi yang dapat ditelusuri ke standar nasional. Poros ruang angkasa yang telah selesai menjalani pengujian torsi bukti sebelum diterima, dan poros yang kritis terhadap penerbangan mungkin memerlukan pengujian putaran pada kecepatan pengoperasian untuk memverifikasi integritas struktural.
Memahami mode kegagalan yang paling sering terjadi dalam produksi poros penggerak membantu produsen menerapkan tindakan pencegahan yang ditargetkan pada langkah proses yang tepat.
Proses manufaktur poros penggerak yang disiplin — dengan kontrol proses yang jelas, pengukuran dalam proses, dan pengujian verifikasi akhir — adalah hal yang membedakan poros penggerak yang secara diam-diam memberikan layanan andal sepanjang ratusan ribu kilometer dengan poros penggerak yang menghasilkan pengembalian garansi, keluhan NVH, dan kegagalan di lapangan. Berinvestasi dalam kemampuan proses di setiap tahap produksi selalu lebih hemat biaya dibandingkan menemukan cacat pada pemeriksaan akhir atau, lebih buruk lagi, di lapangan.
Fenglan adalah Produsen Suku Cadang Listrik Presisi di Cina, Produsen Suku Cadang Presisi Otomotif dan Pemasok Suku Cadang Presisi Industri. Mitra Terpercaya Anda dalam Manufaktur Suku Cadang dan Komponen sejak 2010
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: No.60, Jalan Zhuanghe Timur, Kota Chunjiang, Desa Wei, Distrik Xinbei, Kota Changzhou, Tiongkok
Add: No.60, Jalan Zhuanghe Timur, Kota Chunjiang, Desa Wei, Distrik Xinbei, Kota Changzhou, Tiongkok  Privasi
Privasi



 +86-13861233850
+86-13861233850  17-09-2025
17-09-2025 






