
 2026-05-28
2026-05-28 Toleransi diukur dalam seperseribu inci. Itulah dunia bagian mesin CNC presisi — komponen yang dihasilkan oleh peralatan mesin yang dikendalikan komputer yang menghilangkan material dari benda kerja padat untuk mencapai dimensi, penyelesaian permukaan, dan fitur geometris yang tepat. Tidak seperti suku cadang mesin untuk keperluan umum, komponen CNC presisi memiliki toleransi yang ketat, seringkali dalam kisaran ±0,001 inci (±0,025 mm) atau lebih ketat, bergantung pada aplikasinya.
Inti dari proses ini adalah otomatisasi. Model CAD diterjemahkan ke dalam instruksi kode G yang mengarahkan pergerakan sumbu, kecepatan spindel, laju pengumpanan, dan kedalaman pemotongan tanpa ruang untuk interpretasi manual. Setiap lintasan alat pemotong mengikuti jalur yang ditentukan, itulah sebabnya dua bagian yang diproduksi dalam jarak seminggu pada mesin yang sama akan menghasilkan dimensi yang identik. Pengulangan itulah yang membuat komponen presisi CNC sangat diperlukan dalam manufaktur dirgantara, peralatan medis, robotika, otomotif, dan elektronik.
Yang membedakan suku cadang "presisi" dari suku cadang mesin standar bukan hanya angka yang lebih ketat pada gambar — melainkan keseluruhan lingkungan produksi: ruang mesin yang suhunya dikontrol, perkakas yang sangat seimbang, protokol inspeksi multi-titik, dan sertifikasi material dari persediaan mentah. Ketika suatu bagian memainkan peran struktural atau fungsional dalam perakitan yang lebih besar, pemesinan CNC presisi hampir selalu merupakan pilihan yang tepat.
Operasi pemotongan yang berbeda menghasilkan geometri yang berbeda, dan komponen presisi yang paling rumit memerlukan kombinasi proses. Memahami operasi mana yang menghasilkan fitur mana yang membantu para insinyur menulis gambar yang lebih baik dan membantu pembeli mengajukan pertanyaan yang lebih cerdas saat mencari suku cadang.
Penggilingan menggunakan alat pemotong multi titik yang berputar untuk menghilangkan material pada permukaan datar atau berkontur, slot, kantong, dan lubang. Milling 3-sumbu menangani sebagian besar komponen prismatik, sedangkan mesin milling 4-sumbu dan 5-sumbu dapat memiringkan benda kerja atau spindel untuk mencapai potongan bawah dan geometri lengkung yang rumit dalam satu pengaturan — mengurangi kesalahan pemasangan yang menumpuk ketika suatu komponen harus diposisikan ulang berkali-kali.
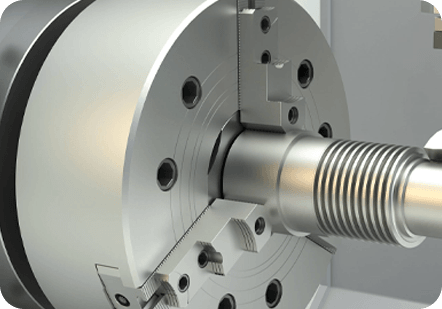
Pembubutan memutar benda kerja terhadap alat pemotong stasioner, menjadikannya proses yang harus dilakukan untuk bagian silinder: poros, ring, pengencang berulir, nosel, dan alat kelengkapan. Pusat pembubutan CNC modern sering kali menyertakan perkakas hidup — perlengkapan penggilingan dan pengeboran — sehingga lubang silang, flat, dan alur pasak dapat ditambahkan dalam operasi yang sama tanpa memindahkan komponen ke pabrik.
Mesin bubut tipe Swiss memandu bar stock yang panjang dan ramping melalui bushing pemandu yang diposisikan sangat dekat dengan zona pemotongan. Karena bahannya ditopang tepat pada saat pemotongan, mesin ini menghasilkan kebulatan dan penyelesaian permukaan yang luar biasa pada komponen berdiameter kecil — seperti pin medis, implan gigi, komponen jam tangan, dan batang katup mini. Diameter di bawah 32 mm adalah tipikal sweet spot.
EDM mengikis material menggunakan percikan listrik yang terkendali, bukan pemotongan mekanis. Wire EDM memotong profil 2D yang kompleks melalui baja yang diperkeras tanpa gaya pemotongan, menjadikannya ideal untuk rongga cetakan, set punch-and-die, dan fitur turbin ruang angkasa yang akan membelok pada perkakas konvensional. Ini lebih lambat dibandingkan penggilingan tetapi mencapai toleransi ±0,0001 inci pada material keras.
Ketika suatu bagian membutuhkan permukaan datar dengan kekasaran permukaan Ra satu digit atau akurasi dimensi sub-mikron, penggilingan permukaan mengambil alih dari penggilingan. Roda abrasif yang berputar menghilangkan material dalam jumlah mikro dalam lintasan yang diukur dalam seperseribu milimeter. Komponen baja perkakas yang diperkeras dan blok pengukur presisi adalah kandidat yang umum.
Pemilihan material mempengaruhi kemampuan mesin, kemampuan toleransi akhir, kualitas penyelesaian permukaan, dan kinerja komponen. Bahan yang tepat untuk komponen mesin presisi bergantung pada persyaratan mekanis, lingkungan pengoperasian, target bobot, dan kebutuhan pasca-pemrosesan.
| Bahan | Aplikasi Khas | Kekuatan | Pertimbangan |
|---|---|---|---|
| Aluminium 6061-T6 / 7075-T6 | Braket luar angkasa, rumah, dudukan optik | Kemampuan mesin yang sangat baik, ringan, konduktivitas termal yang baik | Kekerasan lebih rendah dari baja; perawatan permukaan sering diperlukan |
| Baja Tahan Karat 303/316 | Instrumen medis, bagian pengolahan makanan, perlengkapan kelautan | Ketahanan korosi, biokompatibilitas | Pengerasan kerja selama pemotongan; memerlukan perkakas yang lebih tajam |
| Titanium Kelas 5 (Ti-6Al-4V) | Pengencang luar angkasa, implan ortopedi | Rasio kekuatan terhadap berat yang tinggi, biokompatibilitas yang sangat baik | Konduktivitas termal yang buruk menyebabkan keausan alat; diperlukan kecepatan potong yang lambat |
| Kuningan (C360) | Badan katup, fitting, konektor listrik | Kemampuan mesin yang luar biasa, gesekan rendah, tahan korosi | Tidak cocok untuk peran struktural bersuhu tinggi atau berkekuatan tinggi |
| MENGINTIP | Peralatan penanganan semikonduktor, peralatan medis | Ketahanan kimia, sifat mekanik yang sangat baik pada suhu tinggi | Biaya bahan yang tinggi; membutuhkan evakuasi chip yang hati-hati |
| Baja Karbon 4140 | Poros, roda gigi, perlengkapan perkakas | Kekuatan tinggi, kemampuan mesin yang baik sebelum pengerasan | Rentan terhadap korosi; seringkali memerlukan pelapisan |
Kiat profesional saat memesan: selalu minta sertifikat material (juga disebut sertifikat pabrik atau sertifikat kesesuaian) dengan suku cadang Anda. Dokumen ini menegaskan bahwa stok mentah memenuhi komposisi paduan dan sifat mekanik yang ditentukan — suatu persyaratan yang tidak dapat dinegosiasikan untuk rantai pasokan dirgantara, medis, dan pertahanan.
Suku cadang mesin yang presisi akan muncul di mana pun kegagalan bukan suatu pilihan, atau di mana pun jarak perakitan diukur dalam mikron. Industri berikut mewakili pengguna komponen presisi CNC dengan volume tertinggi dan paling menuntut.
Bilah turbin, badan aktuator, komponen roda pendaratan, dan braket struktural semuanya memerlukan toleransi geometrik yang ketat dan kemampuan penelusuran material yang penuh. Suku cadang CNC dirgantara biasanya dikerjakan dari paduan aluminium kelas kedirgantaraan, titanium, dan paduan nikel suhu tinggi. Sertifikasi manajemen mutu AS9100 adalah persyaratan dasar bagi pemasok di sektor ini.
Instrumen bedah, implan ortopedi, dan rumah peralatan diagnostik harus memenuhi standar kualitas ISO 13485 dan, untuk perangkat implan, persyaratan biokompatibilitas penuh. Suku cadang presisi CNC medis sering kali terbuat dari baja tahan karat 316L atau titanium Kelas 5, dan memerlukan penanganan di ruangan yang bersih, tepi bebas duri, dan kemampuan penelusuran kembali ke angka panas bahan mentah.
Komponen mesin, suku cadang transmisi, tautan suspensi, dan komponen sistem rem bergantung pada pemesinan CNC presisi untuk konsistensi dimensi pada volume produksi yang tinggi. Dalam aplikasi motorsport, pengurangan bobot mendorong material ke arah aluminium dan titanium, sementara toleransi pada lubang bantalan dan dudukan katup dijaga hingga ±0,005 mm atau lebih baik.
Robot penanganan wafer semikonduktor, perlengkapan uji PCB, dan rakitan unit pendingin memerlukan komponen presisi non-magnetik dan stabil secara dimensi. Aluminium dan PEEK banyak digunakan di sini. Toleransi kerataan dan paralelisme pada permukaan kawin sering kali ditentukan dalam rentang mikron satu digit untuk memastikan kontak termal atau isolasi listrik yang tepat.
Sambungan robotik, rumah motor servo, gerbong gerak linier, dan komponen efektor akhir dibuat dengan mesin presisi untuk menjaga keakuratan posisi selama jutaan siklus. Kemiringan dimensi apa pun pada sambungan mesin diterjemahkan langsung menjadi kesalahan posisi pada ujung pahat, itulah sebabnya komponen CNC presisi sangat penting dalam kinerja robot industri modern.

Memilih pemasok untuk bagian mesin CNC presisi adalah keputusan kualitas dan juga keputusan harga. Penawaran harga rendah dari toko yang tidak memiliki peralatan atau sistem kualitas yang sesuai dengan toleransi Anda akan lebih mahal dalam hal suku cadang yang ditolak, penundaan, dan pengadaan ulang dibandingkan penawaran harga yang sedikit lebih tinggi dari mitra yang kompeten. Inilah yang harus dilihat:
Pengungkit terbesar pada biaya suku cadang mesin CNC presisi adalah gambar itu sendiri. Insinyur yang memahami batasan pemesinan dapat merancang komponen yang lebih cepat diproduksi, lebih mudah diperiksa, dan kecil kemungkinannya menghasilkan sisa — tanpa mengorbankan kinerja fungsional apa pun.
Salah satu pemicu biaya yang paling umum pada suku cadang presisi adalah toleransi yang berlebihan. Jika toleransi ±0,050 mm secara fungsional mencukupi, pemanggilan ±0,005 mm akan menggandakan atau melipatgandakan waktu pemesinan dan memicu langkah inspeksi tambahan. Berikan toleransi yang ketat untuk fitur yang benar-benar berpasangan dengan komponen lain, membawa beban, atau membuat permukaan penyegelan. Segala sesuatu yang lain harus memiliki toleransi paling longgar yang masih berfungsi.
Kantong dalam dengan jari-jari lantai kecil memerlukan end mill berdiameter kecil, yang rapuh, lambat, dan mahal untuk dijalankan. Kantong dengan kedalaman 50 mm dengan radius sudut 1 mm mungkin memerlukan biaya pengerjaan lima kali lebih mahal dibandingkan kantong yang sama dengan radius sudut 3 mm. Kapan pun memungkinkan, rancang jari-jari internal agar sesuai dengan diameter pahat standar dan batasi rasio kedalaman terhadap lebar tidak lebih dari 4:1.
Setiap kali suatu bagian dilepas dan diposisikan ulang, ada risiko akumulasi kesalahan posisi. Jika suatu komponen dapat dikerjakan sepenuhnya dalam satu atau dua pengaturan, bukan empat pengaturan, maka hal tersebut akan lebih akurat, lebih cepat untuk diproduksi, dan lebih murah. Pikirkan tentang bagaimana bagian tersebut akan dipasang ketika menata fitur pada beberapa sisi.
Bentuk ulir yang tidak standar dan diameter lubang ganjil memerlukan perkakas khusus yang mungkin tidak dimiliki oleh masinis. Standarisasi ke metrik umum atau ukuran ulir terpadu (M3, M4, M6 atau #4-40, #6-32, 1/4-20) menjaga biaya perkakas tetap rendah dan waktu pengerjaan yang singkat. Logika yang sama berlaku untuk lubang reamer — menentukan diameter reamer standar seperti 6H7 atau 8H7 menghindari pesanan perkakas khusus.
Aluminium mesin mentah teroksidasi. Karat baja. Bahkan baja tahan karat dapat menimbulkan korosi di lingkungan yang agresif. Pasca-pemrosesan adalah saat blanko mesin menjadi bagian yang siap produksi, menambah ketahanan terhadap korosi, ketahanan aus, kekerasan, atau hasil akhir kosmetik.
Komponen yang dikerjakan dengan presisi hanya akan bagus jika pengukurannya memastikan bahwa komponen tersebut masih dalam toleransi. Kontrol kualitas di bengkel presisi CNC yang serius bukanlah gerbang akhir di akhir produksi — melainkan terjalin dalam setiap langkah.
Inspeksi dalam proses menggunakan sistem pemeriksaan pada perkakas mesin itu sendiri untuk mengukur fitur-fitur penting di tengah siklus dan secara otomatis mengkompensasi keausan perkakas. Tangkapan ini melayang sebelum menghasilkan sejumlah komponen yang tidak dapat ditoleransi. Inspeksi di luar mesin menggunakan CMM (mesin pengukur koordinat) untuk memverifikasi geometri 3D kompleks terhadap model CAD asli, menghasilkan laporan inspeksi formal dengan dimensi aktual vs. nominal untuk setiap fitur penting.
Untuk rantai pasokan yang diatur, paket kualitas lengkap biasanya mencakup: laporan inspeksi dimensi, sertifikat material, inspeksi akhir (pengukuran kekasaran permukaan, inspeksi visual terhadap gerinda), dan sertifikat kesesuaian yang ditandatangani oleh insinyur kualitas. Beberapa kontrak juga memerlukan data pengendalian proses statistik (SPC) yang menunjukkan bahwa proses produksi stabil selama proses penuh — tidak hanya beberapa komponen sampel berada dalam toleransi.
Fenglan adalah Produsen Suku Cadang Listrik Presisi di Cina, Produsen Suku Cadang Presisi Otomotif dan Pemasok Suku Cadang Presisi Industri. Mitra Terpercaya Anda dalam Manufaktur Suku Cadang dan Komponen sejak 2010
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: No.60, Jalan Zhuanghe Timur, Kota Chunjiang, Desa Wei, Distrik Xinbei, Kota Changzhou, Tiongkok
Add: No.60, Jalan Zhuanghe Timur, Kota Chunjiang, Desa Wei, Distrik Xinbei, Kota Changzhou, Tiongkok  Privasi
Privasi



 +86-13861233850
+86-13861233850  17-09-2025
17-09-2025 






